


简要描述:苏州维易达精密科技21年来专注圆弧面加工,精度达±0.005mm,粗糙度Ra0.4以内,批次合格率超99%。公司采用CNC数控车床加工圆弧面、球面及复杂R角曲面零件,常用C3604铜(Ra1.6)和SUS304不锈钢(Ra0.4-1.6),通过精车与超精加工实现高精度。C3604铜
产品型号
厂商性质
浏览次数
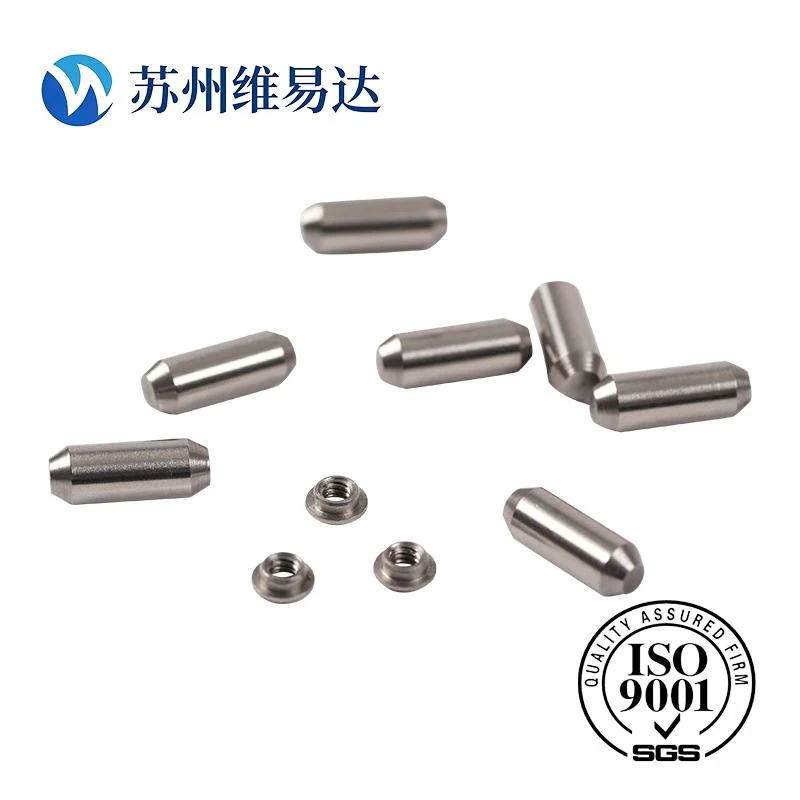
21年来,苏州维易达精密科技有限公司一直专注于圆弧面加工,其精度能够达到±0.005mm,粗糙度在Ra0.4以内,批次合格率超过99%。该公司采用CNC数控车床加工工艺,可定制圆弧面、球面以及复杂R角曲面零件。常用材质C3604铜能达到Ra1.6表面要求,SUS304不锈钢是从Ra0.8精车后又开始进行到Ra0.4的超精加工。
有着良好切削性能的C3604 环保铜,用于注塑预埋螺母以及精密铜螺母时是常见材料,其加工出的铜屑均匀且细小,并适合高速自动加工。
行业中惯用的CNC数控车床以及自动车床,用于车削圆弧面,用于车削球面,用于车削圆角轮廓,精度是关键,表面质量也是关键。在圆角轮廓度公差这一方面,常规精度处于±0.02 - 0.05mm之间;高精度为±0.01mm;精密设备加工可达±0.005mm。
表面粗糙度的控制情况是这样的:普通车削时为Ra1.6 - 3.2μm,精密零件车削时是Ra0.8μm,进入超精加工阶段则为Ra0.4μm。刀具匹配遵循的原则如下:刀具圆弧半径应当小于或者等于工件圆角半径,就好比如R0.5mm圆角这种情况,需要选择R0.2 - 0.4mm的刀具。
2026年制造业热点呈现,近期在天津机床展会上,五轴联动加工中心主流产品的定位精度高达±0.005mm,其配备的AI控制系统能够达成加工参数自主优化以及误差自我补偿,进而使加工稳定性得到大幅提升。与此同时,新能源汽车的爆发促使产生高精加工需求,像电池盒、底盘等这类轻量化零件需要极高精度来予以保障。维易达契合这一趋势,以±0.005mm精度满足高端需求。
三坐标对于圆弧进行测量之际,把参考原点朝着圆心的方向去平移,于圆弧的表面之上针对多个点展开测量随后去评价半径以及轮廓度。针对圆弧面实施精车的时候采用高精度的G02/G03插补编程,插补的精度能够达到0.001mm。
精密圆角R角范围:R0.1mm-10mm,可按图纸定制
圆角公差为,±0.005mm所处范围是R0.1至2.0mm,±0.01mm所处范围是R2.0至5.0mm,±0.02mm所处范围是R5.0至10mm?
所采用的应用材质含,C3604环保铜,SUS304不锈钢,碳钢,铝合金等这些不同材质也被应用。
MOQ:1件起订,非标零件按图纸评估打样
新能源汽车:电池盒、底盘轻量化高精度螺母螺杆(弧形结构)
在电子通信领域,存在着多规格的精密铜螺母,还有 SUS304 不锈钢零件,它们能够适配高速传输设备。
医疗器械:手术器械推注机构高光洁圆弧面
工业阀门:铜阀壳圆弧曲面,高密封性应用
圆弧车刀如何选型才不干涉?
工件凹圆角半径应当大于等于刀尖圆弧半径,像选取刀具时,对于R1.0mm的圆角,要选R0.4 - 0.8mm的刀具。
小圆弧R0.1-1.0mm怎么保证表面质量?
要有高精度插补来安排程序,还要使用光洁度好的刀具,主轴转速范围在800至2000转每分钟,进给量为每转0.02至0.05毫米 ,配合着冷却液流量是5至10升每分钟。
批量非标圆弧能否快速出样?
可行。维易达进行按图纸和排期评估交期的非标打样,1件就能够起订,经过9项专利的方式优化加工,批次的合格率在较高。
圆弧粗糙度Ra0.4怎么批量实现?
要进行精车,要有恒温的环境,采用高光工艺,使用精密刀具。维易达的进口数控设备,能对 Ra0.4 高标准零件进行超精加工。
深度扎根精密五金领域长达21年的苏州维易达精密科技,其前身有着台资背景,是通过ISO9001认证的国家高新技术企业,会为苏泊尔、三花智控、博世等企业供应非标圆弧曲面零件。只需1件起订就能在按图纸和排期评估交期内出样呢,若有需要请联系:!
一千五百六十五,减去一千一百一十一,再减去九百零八,除以,邮箱地址为max@weeda.cn,网站是weeda.cn。
您的圆弧零件最常遇到什么精度或粗糙度问题?欢迎评论区交流分享!

 产品分类
产品分类 新闻资讯
新闻资讯 上一篇
上一篇
