

精密配合如何做 公差设计优化记住这3条
发布时间:2024-09-06
更新时间:2026-07-06
浏览次数:127
一台设备有的可靠性,经常在细节配合方面受阻,轴套如果紧上一分便无法转动,倘若松上一分就会晃荡产生噪音。从事精密加工这么多年,我发觉不少设计工程师要不保守地将公差收得极为严格,导致加工成本成倍地向上攀升;要不因经验欠缺选错过配合类型,在批量装配时出现问题。近期参与了几场行业展会,其中涵盖3月底举办的深圳ITES工业展和厦门工博会,显著感觉到精密制造的需求正在爆发状态,新能源汽车、AI算力设备对这些微米级零件的品质要求愈发高了。今天就聊聊公差设计优化,希望能帮大家少走弯路。
设备选型决定精度上限
即使公差设定得极为理想非常好,然而设备如果无法把它加工制作出来那也等同于白费力气等于影响质量。在日常中我们经常会碰到客户所提供的图纸标记着±0.005mm,很不巧最终所寻找的加工厂使用的却是老式的普通车床,如此这般这便注定了肯定要出现各种问题。加工的精度是由设备的刚性、主轴的转速还有控制系统的精度所决定的。比如说像精密衬套和轴套这类呈现回转态势的零件,采用数控车床进行车削操作,将直径公差控制在0.01mm范围以内这属于常规的操作行为;但是如果碰到销轴上面有多个台阶并且带有螺纹和卡簧槽的情况,那就需要使用走心机一次性完成装夹动作,以此来避免因为二次装夹而带来的累积误差。比如多轴联动加工中心格外适宜异形件、壳体类零件开展精密铣削,一次装夹能加工多个面,位置度轻轻松松可达成 以内这种情况 我们为客户打样,要达成按图纸和排期评估交期出件的前提条件是设备需足够使用、排产必须足够灵活,而这也是小批量定制所面临的难以跨越的门槛。
材料与公差如何匹配
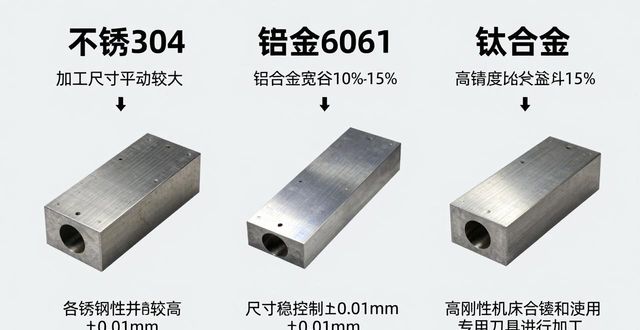
不同种类的材料,其有的切削性能有差异,公差的确定方法也不尽相同。就拿不锈钢304来讲,这种材料有粘刀的情况,并且加工硬化的现象较为严重,在进行精车操作的时候,尺寸容易出现浮动,因而针对不锈钢零件设定公差时,比对铝合金要宽裕10%至15%才算是合理的。至于铝合金6061,其切削过程较为轻快,散热效果良好,稳定达到±0.01mm基本没有什么问题。钛合金其加工难度更大,必须使用有高刚性的机床加上专用刀具才行,不然尺寸根本很难锁定。表面粗糙度同样是关键的指标,只有在Ra0.4以内,才可以确保精密配合面的密封性和耐磨性。我们针对17 - 4PH沉淀硬化不锈钢、C3604易切削黄铜这类材料开展工作时,会依据最终用途去设定公差,其中,黄铜适宜通过高速车削来制作精密螺母,17 - 4PH适合用于高强度的定位销和轴类零件,并且,两者的加工策略全然不同。
小批量定制如何控制成本与交期
于研发时期而言,最令人头疼之事,是大型工厂不承接小批量业务,打样的排期动不动就是数周。实际上,公差设计经过优化是能直接降低加工成本的,举例来说,像是某个台阶轴里关键的配合面设定为±0.005mm,而非配合面则放宽到±0.05mm这样,加工厂就可行使不同工艺而进行分段加工,成本起码能降低30%。再者就是要多准备几个公差方案:在打样阶段运用宽松公差去验证结构,待定型之后再收紧。在我们着手制作 1 件起订的样品时,一般会先同客户去确认最小可行性公差,借助数控车床迅速产出样件,待客户对功能确认后,再依据量产精度来优化工艺参数。当下批次合格率能稳定在 较高,所倚仗的便是前期公差分析和中期过程控制,数控程序运行一遍、首件进行全检、过程实施抽检,且每个环节都留存记录。如此一来,既把控了成本,又保住了交期。
近期,行业中出现了一个显著变化,过去是先是进行设计之后再寻觅加工,如今更多工程师倾向于预先发送图纸过来开展可制造性分析,将潜在的配合问题在打样之前解决,效率得到了大幅提升。倘若你有如精密衬套、销轴或者轴套这般的定制需求,欢迎前往我们的官网 weeda.cn 查看,或者直接联系 max@weeda.cn,还有电话 1565-1111-908。你当下所遭遇的最棘手的公差配合难题是何种呢?
